Food safety is one of the main buzz in the present time. As of now food safety was limited to only human and pet food with little concern of livestock feed. But with time now consumers are not only becoming more aware of the quality aspects of livestock rearing but also on the quality of inputs being fed to reared poultry & cattle. One important aspect of prepared feed quality is the stability of the final product.
 Changes in physical, chemical or microbiological properties of feed can be considered loss of stability. Water activity (Aw) is one of several important parameters that affect stability of livestock feed. Water activity is a measure of the free moisture in a foodstuff. It is also defined as the quotient of the water vapor pressure of the substance divided by the vapor pressure of pure water at the same temperature.
Changes in physical, chemical or microbiological properties of feed can be considered loss of stability. Water activity (Aw) is one of several important parameters that affect stability of livestock feed. Water activity is a measure of the free moisture in a foodstuff. It is also defined as the quotient of the water vapor pressure of the substance divided by the vapor pressure of pure water at the same temperature.
The water activity scale extends from 0 (bone dry) to 1.0 (pure water) but most foods have a water activity level in the range of 0.2 for very dry foods to 0.99 for moist fresh foods.
Water activity need not to be confused with moisture content. Moisture content is the combination of free and bound moisture. Free moisture can be explained as water that is available to participate in physical, chemical and biological reactions.
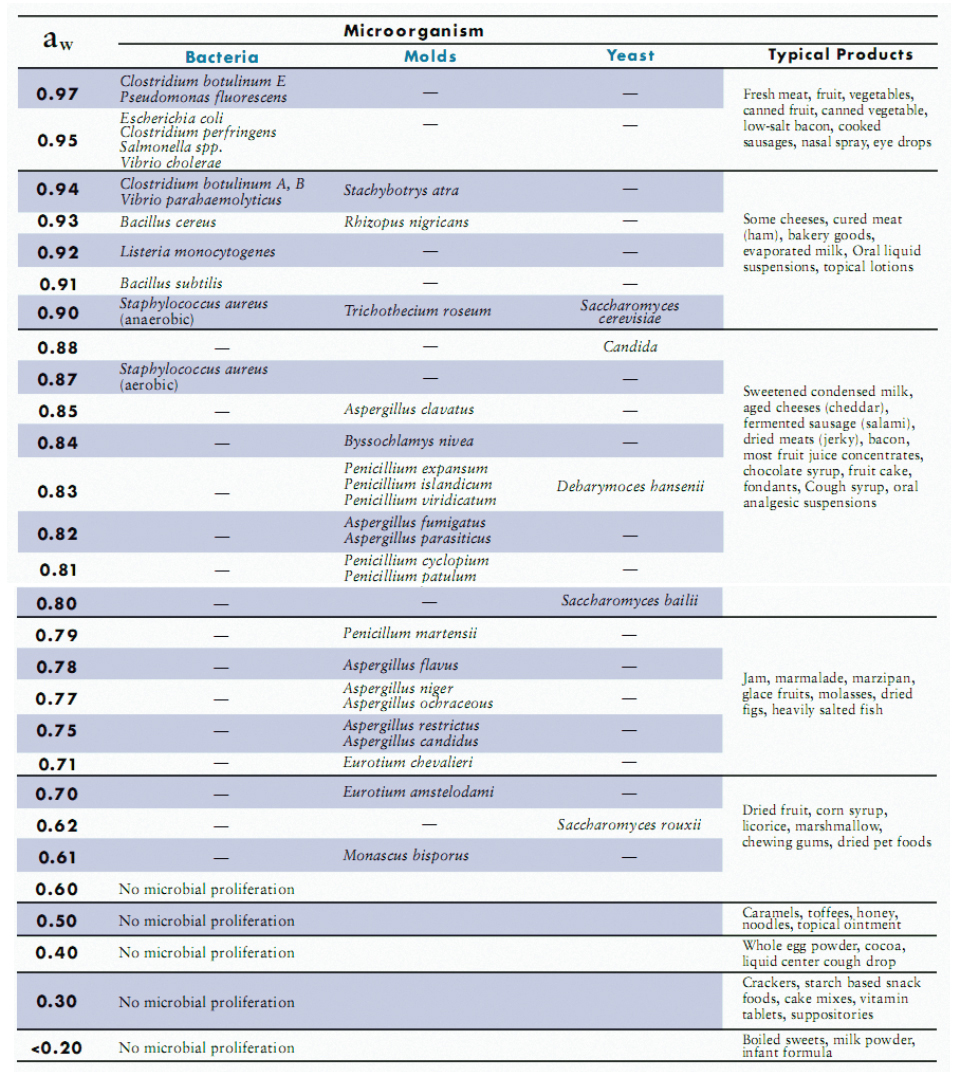
Water activity plays a vital role in the microbial stability of ingredients and final livestock feeds. Bacteria, molds and yeast require water for growth; and every microorganism has a minimum water activity below, which it will not grow.
Mold can grow at water activity levels as low as 0.61. Types of mold, temperature and water activity play important role in determining growth characteristics like Penicillium roqueforti germinated at 0.82 Aw at 25°C, 0.86 Aw at 30°C and was unable to germinate at 37°C.
Formation of mycotoxins also depends on the type of mold, substrate and storage conditions, which include pH, temperature and water activity. Mycotoxins can be formed on cereal grains such as corn and wheat. Processing temperatures can kill the mold but will not remove toxins that are already formed.
Mold contamination can also occur during storage and transport of raw material. Development of mold during milling or in storage or in transit in raw material/final product can be avoided by maintaining the final water activity under safe level.
Moisture content has been used as a gauge to control spoilage in grain, feedstuffs, and feed stability for many years. Moisture content is, simply, the quantitative amount of water present in a substance or material. It affects the physical properties of the product, for example, density, weight, conductivity, viscosity and others (Jung, Lee and Yoon, 2018). The method to measure water content includes chemical (Karl Fischer titration), spectroscopic, conductivity and thermogravimetric analysis (Zambrana et al., 2019). In this industry, thermogravimetric analysis is commonly used to measure the moisture content, which is generally determined by weight loss upon drying (LOD). However, in this feed industry, a general practice of LOD is to set higher oven temperature of 120ºC – 130ºC which rendered this method to be inaccurate by 1-2% (Ahn at al., 2014). This is another topic which I will not discuss here.
The reason why we need to introduce water activity as a measure is because the moisture content in the system is not a reliable indicator of chemical reactions and microbial responses in feed pellets as it is only a quantitative analysis that determines the total amount of moisture present in the feed. For example, one safe product may contain 12% of moisture while the other containing just 10.5% of moisture may be more susceptible to spoilage.
Water activity (aw) is a reliable measure for quality control in feed. Water activity was once defined as the amount of “free” or “available” water in a product as opposed to “bound” water. It was easier to conceptualize but failed to define the concept of water activity. The issue is not whether the water is “bound” or “free” but rather how tightly it is “bound” within the system. The correct definition of aw would be the measure of energy status or the escaping tendency of water in a sample. It indicates how tightly water is bound either chemically or structurally. A portion of the total water content in a product is strongly bound to specific sites such as hydroxyl groups of polysaccharides or carboxyl and amino groups of proteins (Mathlouthi, 2001). Water activity (aw) is expressed as:
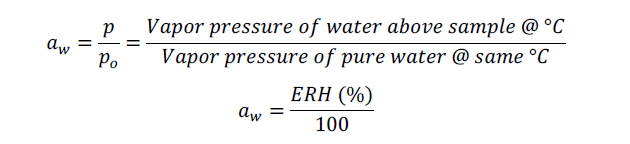
It is the ratio of vapor pressure of water in a material (p), in a completely undisturbed balance with the surrounding air, to that of vapor pressure of pure water under identical conditions (po). Equilibrium relative humidity (%ERH) is the relative humidity of the surrounding where material neither loses or gains moisture at a particular temperature (Mathlouthi, 2001). For example, if we assume that the pellets reached an equilibrium with the surrounding air, then it can be said that the aw of the pellets will be larger or equal to the ERH(%)/100 of air drawn to the cooler. aw range extends from 0 (bone dry) to 1.0 (pure water).
The commonly used equipment to measure aw is a water activity meter in which can be a benchtop equipment to be used in a lab or a portable equipment to be used in the feed mill. In a pellet feed production, feed samples from the mixer, cooler and the final bagging are collected and the aw is measured to determine the safety and quality of the feed.
There are several factors influencing the aw such as temperature, presence of solutes or a combination of both. Water activity is temperature dependent. As the temperature lowers, most products will have a lower aw. Therefore, it is crucial to measure the water activity of the pellets in an area where there are no temperature fluctuations in the surroundings. Solutes such as sugar or salt present in the system will also affects the aw as they tightly bind with water, reducing the energy status or the escaping tendency of water in a sample (Reid, 2007).
Water activity is one of the most critical parameters in determining the quality and safety of feed. This is because water solubilizes the reactants and increases their mobility in the system, both of which can leads to faster deterioration in terms of feed safety, shelf life, flavor, texture and smell. Being aware of aw in feed is very beneficial in predicting the stability and safety with respect microbial growth, chemical and biochemical reaction rates, physical properties and etcetera. By controlling the water activity, it is possible to predict potential sources of spoilage and infections, maintain chemical stability, Control non-enzymatic and enzymatic reactions rate, optimize physical properties such as moisture migration, texture and etcetera.
While pH, temperature and other factors can affect if and how fast organisms will grow in a product, water activity maybe the most significant factor in controlling spoilage. Microorganisms have a limiting aw level below which they will not grow and aw is the one that determines the lower limit of available water for microbial growth. Even at high moisture content, if the energy status of water is sufficiently low, microorganisms cannot utilize the water to support their own growth (Tapia et al., 2020).
Different scenario of damages due to uncontrolled water activity
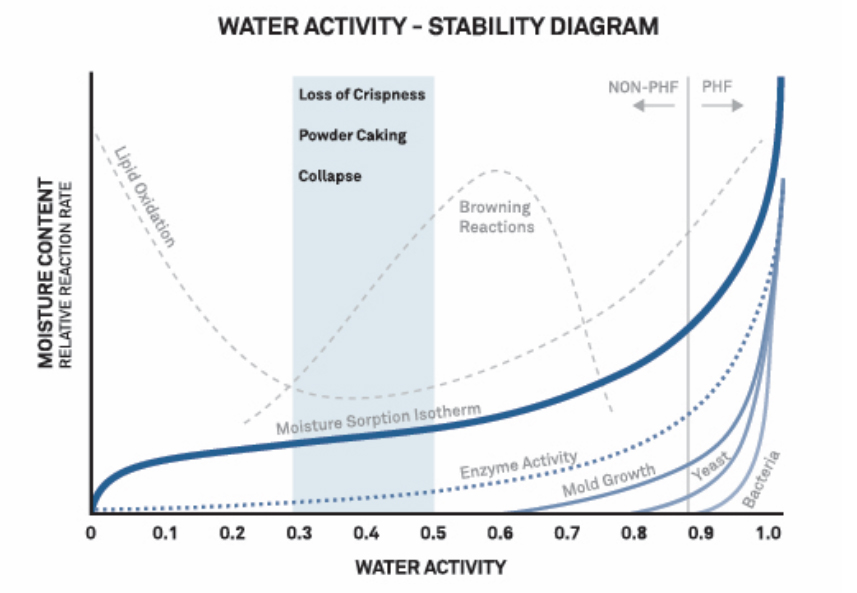
The “availability” of water in the system affects the rate of biochemical reaction such as nonenzymatic browning, enzymatic reactions, lipid oxidization, nutrients degradation, protein denaturation, starch gelatinization, starch retrogradation and supports microorganism growth (Figure 1). In general, when water activity decreases, the rate of biochemical reactions decreases. Therefore, controlling water activity is crucial in every stage of this industry, starting from grain storage, feed production to animals’ performance.
Feed stored under hot and high/low humidity
In a hot and high humid environment scenario, escaping water molecules gets trapped in the bag of feed increase the aw above 0.70 As the free water molecules condenses on the surface of the feed, the feed will grow moldy, badly degrading the entire bag of feed.
In a hot and low humid environment, the water molecules evaporate from the feed and escape out of the bag. Even though aw will not increase up to 0.70 sufficiently for microbial growth, the loss of moisture in feed will result in feed shrinkage. During this process, the free water molecules also contribute as a solvent to biochemically degrade essential micronutrients and lipids, compromising the chemical stability.
It is not about whether the feed will get moldy that dictates quality and shelf life. It is much more to a moldy problem.

Extruded fish feed stored in humid and poorly ventilated store
Double liner bag does not necessarily offer better protection to feed quality and better shelf life. The heat evaporates water molecules from extruded feed and now the free moisture gets trapped inside the bag. These moving free water molecules act as a solvent to biochemically degrade the micronutrients and lipids, compromising the nutrient and feeding value. The continue releasing of moisture from extruded feed increases the aw above 0.70, in which supports microbial growth, resulting in moldy feed.

ventilation. Right Picture show molded extruded fish feed stored in double lining bag.
Layer mash feed
Minerals and vitamins are highly reactive in heat and humidity. In hot tropical weather condition, once the premix portion (various essential micro-nutrients) is mixed with other raw materials in the production of mash feed, the compounded mash feed becomes a ticking time bomb. Due to activated water activities, essential micro-nutrient starts to degrade the moment it comes off the mixer. Chemical stability of the mash feed has been compromised. Why!
Many do not realize that compounded mash feed after the mixer has aw level ranging 0.70 – 0.75. As the compounded mash feed transit to the farm bin, the hot pounding tropical sun in just one afternoon can greatly instigate more moisture movement from within the feed. This increases in free moisture constantly increase aw, which can usually reach 0.85 by the time the feed reaches the feeding trough, even within 24 hours of transitioning from the mixer, farm silo bin, and to the layer house see Figure 5. Increasing aw first causes bio-degradation of essential micronutrients, life mold proliferation, and activates microbial growth once aw reaches 0.80.
This problem greatly impacts the overall egg quality (shell thickness, shell cuticle, egg yolk, egg white) and layers gut integrity (gut microbiota, digestibility of protein, ammonia/wet droppings issue)

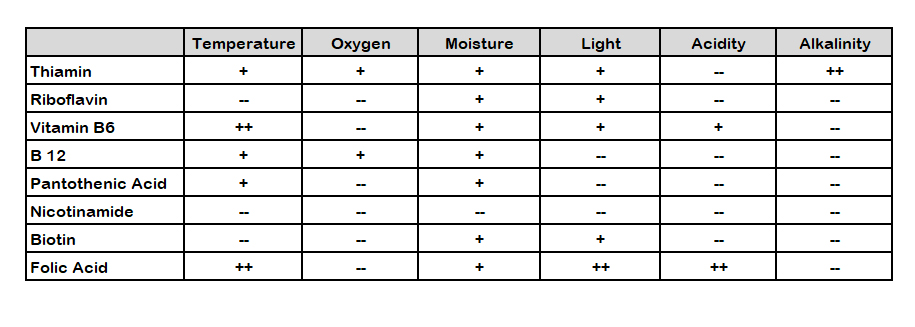
Due to the uncontrolled moisture movement, the rate of biochemical reactions increases, degrading the essential micro-nutrients such as vitamins, trace minerals and amino acids present in the feed. There are many factors which affect the stability of vitamins such as temperature, moisture, pH, oxygen, light, catalyst, inhibitors, interactions with other component, energy and time, shown in Figure 6 (Gadient, 1986). Most vitamins are stable up to three months if they are stored properly, however, once they are mixed with other components such as oxidative trace minerals in the mash feed, they start to lose their potency rapidly when exposed to moisture, air and temperature. Some of the major deficiency symptoms of water-soluble vitamins found in layer is that it affects the egg production, quality and hatchability as well as the growth and quality of chick (Leeson, 2015). Since the effect of deficiency of vitamins in hens are detrimental and vitamins are prone to destruction, quite often than exception, over formulation is a practice in poultry nutrition. Poultry breeder have put in their best recommendations based on genetics requirement with different scenarios. It did not cost much to be over-generous in the past. However, the cost of these essential micronutrients supplements has been increasing over the years. Over-formulation does not guarantee the bioavailability of vitamins to the animals.
To be continued…..
Water activity is a critical parameter not only in controlling the quality of feed but also in preservation and handling of various feed ingredients. Keep watching this space for some interesting stuff next month on raw materials preservation & handling and use of water activity as a measure.
References:
Ahn, J. Y., Kil, D. Y., Kong, C. and Kim, B. G. (2014). Comparison of Oven-drying Methods for Determination of Moisture Content in Feed Ingredients. Asian-Australasian journal of animal sciences. 27(11). 1615–1622. 10.5713/ajas.2014.14305
Airaksinen, Sari. (2005). Role of Excipients in Moisture Sorption and Physical Stability of Solid Pharmaceutical Formulations.
Araba, M. and Dale, N. (1990). Evaluation of Protein Solubility as an Indicator of Overprocessing
Soybean Meal. Poultry Science. 69. 76-83. 10.3382/ps.0690076.
Gadient, M. (1986). Effect of Pelleting on Nutritional Quality of Feed. Proceedings of 1986 Maryland Nutrition Conference for Feed Manufacturers (USA). 73-79
Jung, H. B., Lee, Y. J. and Yoon, W. (2018). Effect of Moisture Content on the Grinding Process and Powder Properties in Food: A Review. Processes. 6. 69. 10.3390/pr6060069
Labuza, T.P., McNally, L., Gallagher, D., Hawkes, J. and Hurtado, F. (1972). Stability of Intermediate Moisture Foods. 1. Lipid Oxidation. Journal of Food Science. 37. 154-159.10.1111/j.1365-2621.1972.tb03408.x
Leeson, S. (2015). Vitamin Deficiencies in Poultry. MSD Manual Veterinary Manual.
Mathlouthi, M. (2001). Water Content, Water Activity, Water Structure and the Stability of Foodstuffs. Food Control. 12. 409-417. 10.1016/S0956-7135(01)00032-9
Ibáñez M.A., de Blas, C., Cámara, L., Mateos, G.G. (2020). Chemical Composition, Protein Quality and Nutritive Value of Commercial Soybean Meals Produced from Beans from Different Countries: A Meta-analytical Study. Animal Feed Science and Technology. 267, 114531
o'Connor, L., Favreau-Farhadi, N. and Barrett, A. (2017). Use of edible barriers in intermediate moisture food systems to inhibit moisture migration. Journal of Food Processing and Preservation. 42. e13512. 10.1111/jfpp.13512.
Reid, D.S. (2007). Water Activity: Fundamentals and Relationships. In Water Activity in Foods (eds G.V. Barbosa-Cánovas, A.J. Fontana, S.J. Schmidt and T.P. Labuza). 10.1002/9780470376454.ch2
Tanaka M., Kimiagar M., Lee TC., Chichester C.O. (1977). Effect of Maillard Browning Reaction on Nutritional Quality of Protein. In: Friedman M. (eds) Protein Crosslinking. Advances in Experimental Medicine and Biology. 86. Springer, Boston, MA. 10.1007/978-1-4757-9113-6_22
Tapia, M.S., Alzamora, S.M. and Chirife, J. (2020). Effects of Water Activity (a w ) on Microbial Stability as a Hurdle in Food Preservation. In Water Activity in Foods (eds G.V. Barbosa-Cánovas,
A.J. Fontana, S.J. Schmidt and T.P. Labuza). 1002/9781118765982.ch14
Zambrano, M., Dutta, B., Mercer, D., Maclean, H. and Touchie, M. (2019). Assessment of Moisture Content Measurement Methods of Dried Food Products in Small-scale Operations in Developing Countries: A Review. Trends in Food Science & Technology. 88. 10.1016/j.tifs.2019.04.006
Previous article by Dr. Naveen Sharma: