Aviagen India Expands Diagnostics Laboratory in Ongoing Effort to Enhance Bird Health and Quality of Service to Customers
Nov. 30, 2021 – Udumalpet, India. – In response to a growing demand for Ross® 308 AP chicks, Aviagen® India has announced a major expansion of its Great Grandparent (GGP) diagnostic laboratory in Tamil Nadu.
The laboratory is used to regularly monitor the health of Aviagen breeding stock, ensuring that customers receive the highest-quality chicks. Designed to comply with International Standards Organization (ISO) requirements, the new larger laboratory includes an additional molecular diagnostic unit, and is equipped with the latest technology, including an energy-efficient heating, ventilation and air conditioning (HVAC) system with cross-contamination control to optimize bird welfare and biosecurity. Further maximizing biosecurity, it has separate rooms for bacteriology, serology and molecular diagnostics, with no cross-over between these processing areas.
Supporting this modern laboratory’s efficient operation and ability to produce accurate, repeatable results is a state-of-the-art laboratory information management system (LIMS). LIMS enables traceability from sample collection until the final interpretation of test results.
On the expansion, Marc Scott, Business Manager for Aviagen India, commented, “Aviagen is committed to continuously innovating and improving to promote the success of our customers and the health and welfare of their birds. The updated laboratory features advanced technologies to enable fast and precise flock health monitoring, giving our customers assurance of consistent-quality breeding stock.”
Dr Kavitha Natarajan, Head of Veterinary Services, added “Quality is a cornerstone of our breeding program at Aviagen India. The laboratory’s improved and upgraded elements will strengthen customer success through optimal biosecurity and disease protection.
About Aviagen
Since 1923, Aviagen® has been a preferred global poultry breeding company with a mission to help its customers — the world’s chicken meat producers — supply sustainable, affordable and nutritious protein to their growing communities. Putting into practice its corporate value of “Breeding Sustainability,” Aviagen implements efficiencies that make commercial chicken production environmentally and socially responsible and economically beneficial to producers, while at the same time promoting bird performance, health and welfare.
To meet varied market demands, Aviagen offers a full portfolio of breeding stock under the Arbor Acres® , Indian River® and Ross® brand names. The Rowan Range® and Specialty Males® target slower-growing and other niche market needs. Aviagen is based in Huntsville, Alabama, US., with operations across the UK, Europe, Turkey, Latin America, India, Australia, New Zealand, Africa and the US, and joint ventures in Asia. The company employs close to 8,000 people, and serves customers in 100 countries.
For more information, please visit Aviagen.com, or follow Aviagen on LinkedIn.
An Exclusive Interview with Poultry TRENDS magazine, Prof. Aniruddha B. Pandit shares his Innovative Technology for converting keratin waste (poultry feathers, human hair and wool) to animal feed, fertilizer and protein supplements.
Prof. Aniruddha B. Panditis the Vice-Chancellor of the Institute of Chemical Technology, Mumbai, (India) and the principal investigator of developed novel keratin valorization technology. His research group at the Department of Chemical Engineering, Institute of Chemical Technology, Mumbai, is the pioneer in advanced oxidation processes such as hydrodynamic cavitation technology and its applications in various areas such as water treatment, process intensifications in physical, chemical, biological processes, and extraction of biomolecules from microorganisms.
Under the supervision of Prof. Aniruddha B. Pandit, one Research group (Dr. Sachin B. Jadhav, Dr. Vaibhav R. Acham and Dr. Muntazim Munir Khan) has worked on the valorization of chicken feather, which is being commercialized at large scale in industrial collaboration.
The other Research Group (Mr. Jayesh Mevada and Mr. Ketan Desai), has worked on human hair and wool.
What is Keratin, and where does it come from?
Keratin is a highly specialized fibrous structural protein synthesized inside the epithelial cells of humans and higher vertebrates. The high cysteine amino acid content is the main characteristic that differentiates Keratin from the other structural proteins such as collagen and elastin. Cystine residues of neighbouring polypeptide chains are covalently linked together through disulfide bridges. This results in a high degree of cross-linking that brings about the formation of a tight and compact structure. The amount of the keratin protein contents varies from 70 % to 85 % as per the source of Keratin, such as human hair, poultry feathers, horns, bristles, and wool, etc.
How much is keratin waste globally and in India?
Keratin wastes are considered environmental pollutants and are mostly generated from poultry farms, slaughterhouses, and leather industries. The main producer of keratin waste includes the United States of America, China, India, and Brazil, producing millions of tons of keratin waste.
Worldwide, around 2 million metric tons of wool, 0.3 million tonnes of human hair, and 8.5 billion tons of poultry feathers are generated annually, of which India contributes to 350 million tons. India generates a huge amount of human hair, animal hair, poultry feather waste, and wood waste each year. These keratin wastes are the third most abundant renewable polymeric material present in nature after cellulose and an inexpensive source of amino acid and Protein – underlining their potential to be used as animal feed and fertilizer.
What are the ill effects of keratin waste?
Animal hair, poultry feathers, and other keratin-containing waste are usually dumped, sometimes landfilled, and incinerated. This is observed throughout the world. But such action leads to pollution of soil, water, and air. These wastes increase environmental hazards and pollution and threaten public health while also increasing greenhouse gas emissions. Keratin-rich wastes such as feathers also cause many diseases in humans.
Please explain your Innovative Technology
The research group lead by Professor Pandit at the Institute of Chemical Technology, Mumbai, India, has developed a technology to covert the keratin waste to food for pets and fertilizers for plants with support from the ‘Waste Management Technology’ program of the Department of Science and Technology, Government of India. The research group is specialized, and a pioneer in hydrodynamic cavitation technology and have successfully commercialized for process intensification in chemical, physical and biological processes for water treatment and waste management. The research group used an advanced oxidation method for the conversion of the waste to commercial fertilizers and animal feed. The technology involves pre-treatment followed by the hydrolysis of Keratin using a technique called hydrodynamic cavitation, which involves vaporization, bubble generation, and bubble implosion in a flowing liquid. The developed novel technology is patented, easily scalable, environment-friendly, energy-efficient, and will make amino acid-rich liquid fertilizers and feeds more economical than currently marketed products.
The current chemicals and the physical methods for such conversion are energy-intensive, chemically hazardous, and involve multiple steps – resulting in a higher cost of the final product. The developed technology is semi-continuous, with less unit operation and process time required as compared to the conventional chemical, physical and biological processes. The cost of the product at a large-scale plant is up to three folds cheaper than the existing market product. The technology is successfully developed on a pilot scale for various keratin-rich wastes such as human hair, wool, and chicken feathers to highly valuable products such as protein and amino acid hydrolysate, liquid fertilizer, and animal feeds. The demonstration plant for keratin processing is shown in Figure 1.
Figure 1: Demonstration plant for keratin waste processing at Institute of Chemical Technology, Mumbai, India
The total time and steps required for the process depend on the type of end product needed.
If the end product is animal feeds or fertilizers, it takes about six to eight hours.
If the target end product is to isolate the specific Protein out of it, then additional steps are involved for protein extraction.
If the target end product separates the amino acids from the Protein, then further specific steps must be followed.
Scientists have also successfully isolated the Protein from wool, chicken feathers, and human hair, which can be additionally used for animal feeds and cosmetic applications [Figure 2].
Figure 2 Liquid fertilizer from keratin waste
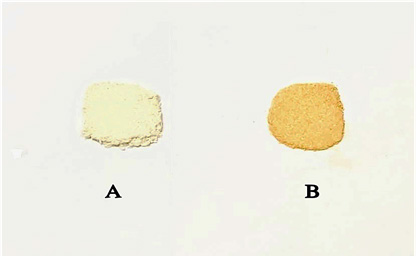
The isolated Protein from chicken feathers [a], human hair [b] is shown in Figure 3.
Figure 3:Protein extracted from keratin waste
These proteins having applications as animal feeds, cosmetic formulations, protein supplements, etc
What is the process of converting poultry feathers into animal feeds and liquid fertilizer?
The overall process for converting the poultry feathers involved washing and cleaning of poultry feathers followed by the hydrolysis and extraction of the Protein using advanced oxidation. The hydrolysate can be further used as liquid fertilizer with other additive nutrients, and also it can further be used for the isolation of Protein and amino acids. The final proteins and amino acids are having high quality, and they can be an affordable source of Protein and amino acids as animal feeds.
Benefits/ Impact of this Technology
When every possible move is being made to attain developments sustainably, the new technology is a positive development in addressing environmental concerns while also providing scope for aquatic and poultry feed.
The Developed Technology is easily scalable and sustainable to convert keratin waste in high value addition products such as liquid fertilizer, animal feeds, protein supplements, and cosmetic formulations at an affordable rate.
Animal feeds supplement to poultry farmers at an affordable rate
Additional Revenue generation for poultry farmers from waste.
Sustainable technological solution for addressing environmental concerns.
What is the economics involved?
This technology will make the liquid biofertilizers more efficient than the marketed product. The developed liquid fertilizer product is extremely economical. Even liquid fertilizer will be sold for Rs. 0.20 to 0.30 USD per litre. The nitrogenous fertilizers are easily digestible by plants and promote plant growth. This innovation in natural fertilizer is essential as the world is trying to move away from synthetic products due to their numerous hazards.
The developed technology is sustainable and environmentally friendly and produces no such chemical waste at the end of processing, fulfilling the demands of a sustainable and clean process to protect the environment. The cost of isolating Protein in pure form – that can be used as a protein supplement for human consumption – is calculated out to about Rs. 2 $ per kg,” said Professor Pandit. “Compare that to the price of protein supplement currently available in the Indian market for around Rs. 9 to 10 $ per kg.
How can Poultry Farmer benefit?
The advancement in technology production will make the Protein, which is three folds more efficient than the marketed product, available to farmers at an affordable rate. This technology also resolved the poultry farmer’s waste disposal issue and generated extra revenue from the keratin waste. Thus, it can help in the socio-economic development of the farmers and the country.
The scientists suggest the collection of the chicken feather waste and processing them onsite is optimal as it makes them easier for transportation and solves the issue of untreated chicken feathers present several health hazards.
The concept of a mobile collection unit can collect the keratin-rich waste and pre-processing it at poultry houses to avoid the spread of human health hazards and transportation issues. The mobile collection unit can be installed so that poultry farmers can pre-process raw materials, which can be sent to the industry for further processing. This solution provides benefits to the poultry farmers to generate the a- revenue from the chicken feathers waste and resolved the issue of waste disposal. The developed final product can be a cheap source of protein supplement, which can be used as a protein supplement with other animal feeds at a low cost.
How big a Setup is required for converting keratin waste into animal feeds and fertilizers?
Currently, the technology is under commercialization with a capacity of 1 tonne per day of keratin waste processing into animal feeds, liquid fertilizer, amino acid, and protein supplements.
What other areas can this technology be useful in?
The developed technology is successfully tried for the effective extraction of an essential compounds from other natural sources. We are commercializing the technology for the valorization of agriculture waste into valuable products and exploring the application for further waste valorization also, the scientists said.
Is this process environment friendly?
The developed technology is environmentally friendly and does not generate any waste in the process, which is harmful to the environment. It addresses waste management and environmental pollution issues and generates extra income for poultry processing plants.
Summary: Through apt examples, the author explains how to focus and do what you can in the given situation rather than wasting energy on issues that are totally beyond your control.
Pattabiraman Nagarajan (Author)
Recently I read about Dr Ganesh Rakh who runs a hospital in Pune. What makes him special is that he does not charge for deliveries if a girl child is born. Hard to believe? Indeed it is true. He has been doing this for several years now and the hospital celebrates birth of the girl child by cutting cakes and giving flowers. When asked why, he said “I am a doing my little bit to save the girl child”. Very humble!
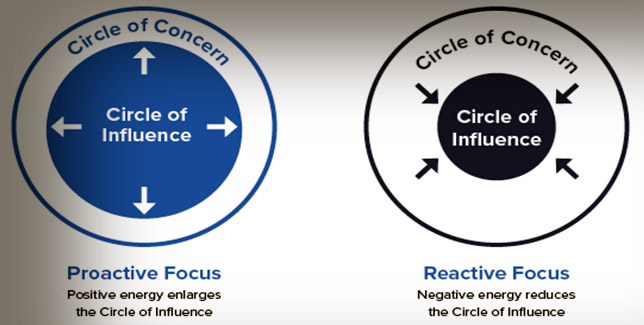
What Dr Ganesh has done is described by Stephen Covey as a Proactive focus where a person is focusing on the his circle of influence, on which he has control instead of talking about things in his circle of concern over which he has little or no control. Dr Ganesh too could keep talking about gender bias, child sex ratio and even write letters to the government. But he chose to act and did what he could do. Covey says when someone is focusing on circle of influence, they build a positive energy by taking credible action. They are successful in expanding their circle of influence. On the other hand a person focusing on circle of concern only builds frustration and results in shrinking of his circle of influence. Please refer to the picture here .
How does this apply to us? Do we complain about Covid affecting our business? Customers not willing to give appointments, high product prices and RM prices. What control do we have over these macro issues that affect us? Answer is we have very little influence. Still we keep worrying about it, talking about it. This builds lot of frustration.
What could we do instead? What are the things that are in out control? We could find answers if we ask these questions to ourselves. For instance, do we focus on improving the quality of our calls, understanding the customer needs, doing a thorough pre call before meeting the customer, do we focus on building a ROI of our products, do we train our sales personnel on our CRM, do we track our secondary sales. These are some examples of the issues that are in our control and is just indicative.
Advertisement
When faced with issues related to currency fluctuations, my organization focused on exports to achieve a natural hedging. When entire industry was reeling under the 2008 bird flu crisis, one company decided to use it as an opportunity and built a very strong technical team. Sensing difficulty in finding senior talents from the industry this company focused on grooming internal talents for future roles. These organisations too could have stopped with lamenting or worrying about these issues. But they chose to act.
I would like to give an example from my corporate career.
We were facing severe gross margin issues because of price escalation of a key imported liquid RM because of crude prices and currency fluctuations. This RM was supplied globally only by 3-4 vendors who always quote same prices. This reduces any room for negotiation. Our Sourcing head, Mr Prajit kumar (name changed) started focussing on controlling the ordering cost, transportation, handling of this RM as he saw this could help save a good 5% on landed cost. What he did was, he spoke with a vendor on long term contract and made him agree to build a tank in our premises at his cost. The supplier saw merit in this deal and went ahead to build a tank. Instead of receiving this RM in barrels, now it was sent in a bulk tanker. There was no need to transport the heavy barrels and use hand pumps. It took almost 4 minutes to add this RM into the reactor which now took just a minute (3 minute saving per batch). Further, it freed up lot of space from our warehouse. Another biggest improvement was on wastage, spillage and safety. Because of what he did, the company was able to save 6% on the landed cost of this RM which contributed to about 50% of our total RM purchase in value terms. That is a significant saving without even negotiating about the price. What he did was a very proactive approach that not just helped him save money but also build a very strong relationship with the supplier. Over a period of time, the supplier started treating us differently as he saw a greater value in our business.
You too could become another Ganesh or Prajit if you decide to do what you could in the given situation rather than wasting your energy on issues that are totally beyond your control. This is not just applicable to your work but in personal life as well. Noted author Mike Hernacki says “In order to accomplish something, you must be willing to do whatever it takes to accomplish it”. What do you plan to do?
About the author:
Mr. Pattabiraman Nagarajan is a HR professional, Consultant, trainer and an ICF certified coach. Has managed organization change and aligned HR practices to ensure business growth. He holds master degree in Social work and a PG diploma in Business management from IIM Trichy. He could be reached at npattabiraman@relyonus.in. Website: https://relyonus.in
Standardized Botanical Powders (SBPs): Part 5 of 5
In the last decade, the worldwide organic food market has developed at an exponential rate. Consumers’ attention has shifted from cost-effective products to quality-effective products. This has sparked an organic revolution, which, according to market forecasts, is here to stay. From $15.01 billion in 2021, the worldwide organic meat products market is predicted to reach $20.83 billion in 2025. This demonstrates that a natural lifestyle, and thus nature-based products, are the market’s future. The poultry business must hunt for non-synthetic dietary supplements to improve the health quotient of their flocks to satisfy this high-quality, efficient product demand. With this in mind, we created a series of articles on standardized botanical powders (SBPs), outlining the importance of SBPs, the advantages of using SBPs, the factors that affect their manufacture, and factors to consider when procuring raw material for their manufacture, among other things.
Natural Remedies is the number 1 veterinary herbal healthcare company in India with presence in more than 30 countries across the globe. Through its world-class Research and Development centre, Natural Remedies offers a category of science-based Phytogenic feed additives, called Standardised Botanical Powders (SBPs). In this series of articles, Dr. Raina Raj, Head of Marketing at Natural Remedies, provides in-depth knowledge of what SBPs are, and their benefits in the poultry diet.
A need for standardization of herbal products exists due to the inherent variation of endogenous phytochemicals found in plants. Farming practices, plant age, soil conditions, geographical location, weather conditions, harvest time, post-harvest processing, and a range of other factors can all affect the phytochemical signature of a given species of plant, resulting in uneven final herbal product outcomes. Standardization ensures the herbal powders’ consistent quality and, as a result, their biological health effects.
Advertisement
The process of standardizing is not limited to the manufacturing plant but starts at the farm where the herbs are grown. One of the strategies we outlined in this series for procuring superior quality raw botanicals with the least variability in their phytoconstituents is through contracted supervised farming. We have also detailed the process of how an SBP comes into being through aggressive scrutinization through the stage-gate innovation process. The stage-gate innovation process can be segmented as the ideation stage, concept stage, feasibility stage, developmental stage, scale-up stage, launch stage, and post-marketing surveillance. The SBPs are evaluated for their biological efficacy throughout the stage-gate process. In the current issue, we shall highlight the importance of studying the biological impact of the SBPs from the performance of the birds to genomic level.
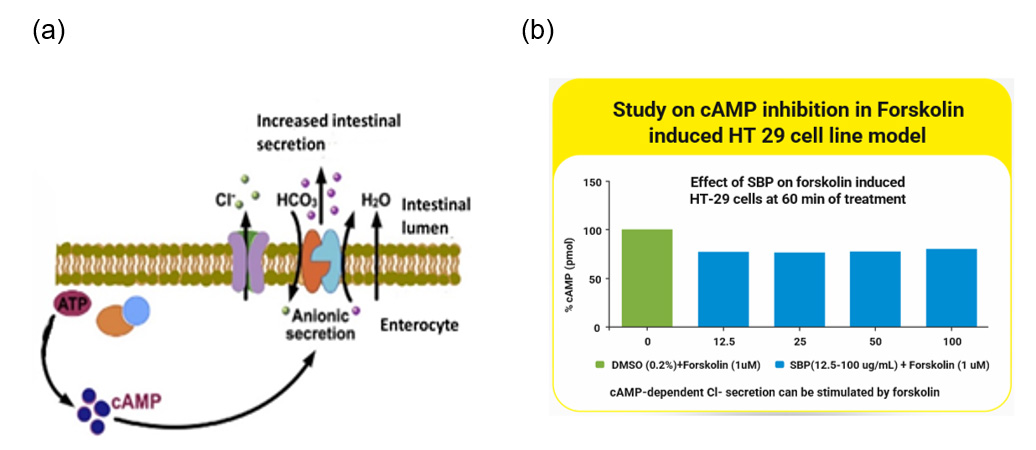
In the feasibility stage, the herbs that would address the specific issue are screened using in-vitro and in-vivo assays. If an SBP has been conceptualized, the potential herbs should undergo preliminary evaluation in cell lines and in experimental animals first to evaluate their biological efficacy. For instance, when formulating an SBP to maintain healthy microbiota and hence prevent loose litter in chickens, the astringent properties of the herb combination must be examined by in-vitro bioassays such as protein precipitation assay and half maximal effective concentration (EC50) values analysed followed by ex-vivo assays such as ileal loop assay to evaluate its effect on hypersecretion. Other relevant assays can be performed for the biomarkers of interest, such as inhibition of cAMP release response to Forskolin in HT-29 cell line (specific for enterocytes), as illustrated in Figure 1. Only those phytochemicals that pass this preliminary evaluation should be considered candidates for the developmental stage.
Figure 1. Results of an in-vitro assay to assess anti-hypersecretory property (a) Schematic representation of Cl− and H2O release from the enterocyte. (b) Experimental results of cAMP inhibition by an SBP
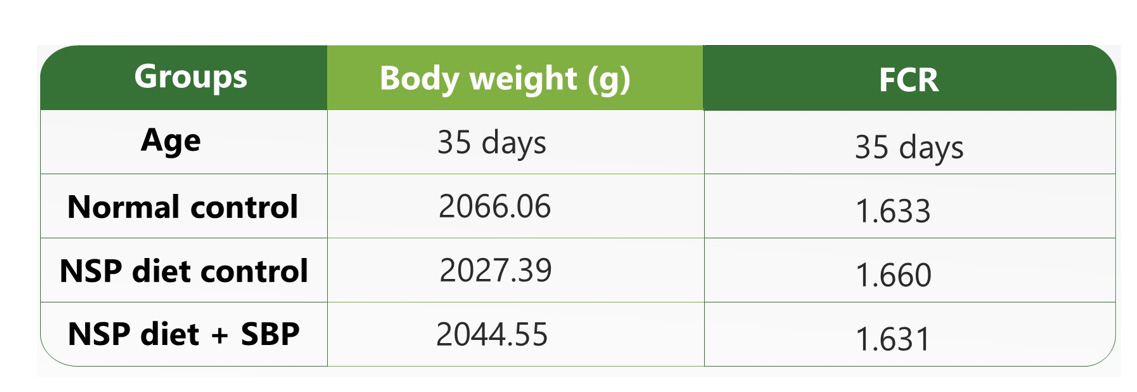
Next, in-silico assays can used to discover the best match among the possible herbs that passed the feasibility test. Phytochemicals showing synergistic effects should be tested in the biological systems for their efficiency. Specific animal disease models should be used to test the efficacy of the SBPs. The animal models may vary depending on the specific condition being addressed by the SBP. If the desired biological effect of the SBP is to be anti-diarrheal, the SBP should be tested in a well-established animal disease model such as magnesium chloride-induced, castor oil-induced, or non-saturated polysaccharides (NSPs) induced diarrhoea animal models, comparing the effect with a control group to test the efficacy of the SBP for fluid retention and zootechnical parameters as shown in Table 1.
Table 1: Results of the zootechnical parameters of broiler birds with induced diarrhoea with NSPs and supplemented with SBP.
Following that, the herb formulation should be assessed for safety in smaller groups of target species in a controlled environment. The animals should be observed for any adverse reactions to the consumption of the SBP.
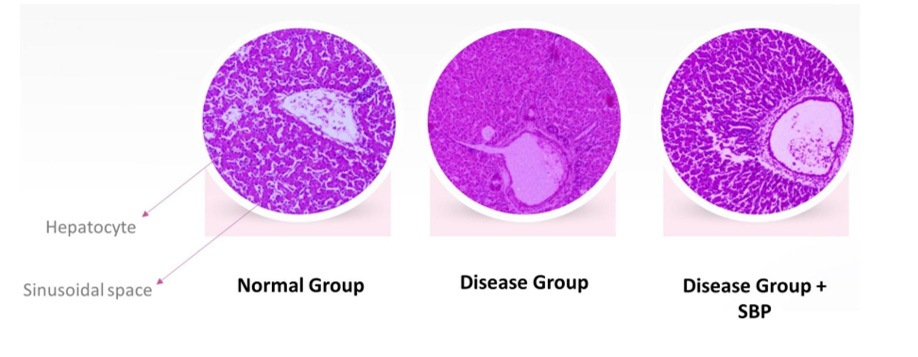
Only when the formulation passes this stage should it move to the scale-up stage, where larger populations of target animals are evaluated in the field conditions in different parts of the country and world. In this stage, the SBP is assessed for both its efficiency and its performance in response to the SBP, and zootechnical parameters such as body weight gain and feed conversion ratio (FCR). These parameters may vary depending on the SBP. The SBPs can also be evaluated for their effect on a single organ system through serological biomarkers, at the structural level through histological studies as shown in Figure 2, and at the molecular level using Omics studies as illustrated in Figure 3.
Figure 2: Histopathological slides to assess the effect of an SBP on the structure of hepatocytes.
Omics studies
Omics studies are high throughput studies, comprising of proteomics, metabolomics, transcriptomics, etc. An in-depth understanding of pharmacodynamics, pharmacokinetics, and toxicological characterization of the active ingredients of a herbal product is gained through these research. The goal of omics studies is to identify and quantify large groups of biological molecules that are transformed in the structure, function, and dynamics of an organism.
Every material that is supplemented to an animal to achieve the intended result has a mechanism of action in the body, and it is critical to understand why and how it works. And, to answer the question, what genes, proteins, and metabolites in the body are affected by the substance in question? Omics studies are essential. This would provide scientific support and proof for the phenotypes displayed by the animals.
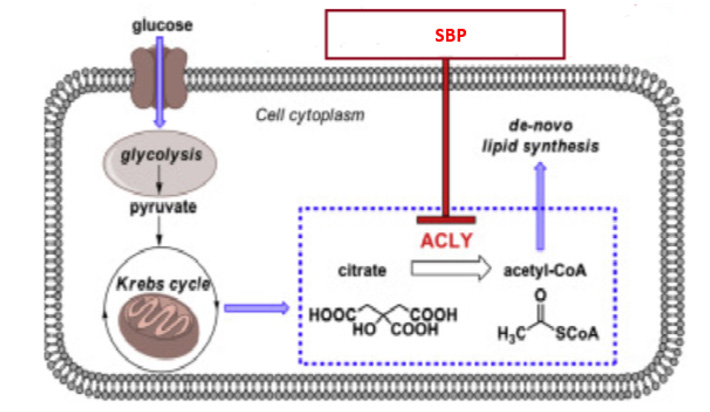
Considering natural compounds take a holistic approach to healing an animal, rather than focusing on a single molecule, a systems biological approach using OMICs studies is required to examine the herb’s effect on the complete system. Figure 3 illustrates the results of nutrigenomics in broiler breast muscle and liver after supplementation on Standardized Botanical Powders. Inferences on mechanism of action of the SBP can be drawn based on the gene alterations noticed in the treatment (SBP supplemented) group as compared to the disease (no supplementation) group.
Figure 3: OMICs study results from the Lipid genomics study on ACLY gene expression.
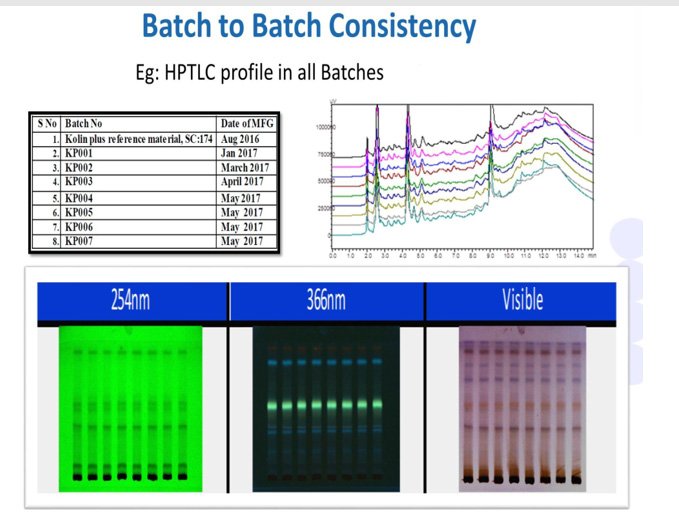
Batch-to-batch consistency must be evaluated to assess the efficiency of the standardization process. This can be verified with the help of chromatographic techniques where the products manufactured are compared against reference material of the product using an appropriate test method. As shown in Figure 4, high-performance thin-layer chromatography (HPTLC) is used to assess the phytochemical constituent pattern for batches manufactured during different periods.
Figure 4: Assessment of consistency in the SBPs in each batch.
To have a highly efficient and high-performing Standardized Botanical Powders, they must be scientifically assessed and evaluated thoroughly before and after their launch into the market.
To conclude, standardization is an essential process that ensures that active phytochemical concentrations are maintained with minimum fluctuation, ensuring efficient phyto-active function in the animal’s body. This helps monitor the product for consistency batch after batch so that it provides the expected results and the best performance in the animals.
VIV MEA 2021: Great opportunities for visitors with business-oriented conferences and around 500 global exhibitors
VIV MEA 2021 final preparations are going ahead full throttle. The third edition of the Feed-to-Food international trade show is waiting to welcome all its stakeholders in Abu Dhabi from 23-25 November 2021. After the temporary interruption last year, the response from the industry is overwhelming to finally meet each other in person and crack valuable business deals.
International Insights by Industry Experts
VIV together with its content Partners has planned a line-up of interesting trade-oriented conferences that makes the visitors’ experience even more valuable.
Associations and organizations such as FAVA (Federation of Asian Veterinary Association), EVA (Emirates Veterinary Association) MEAP, WATT Global Media, WPSA, Global Dairy Farmers, NABC, HubOrange, and Aquafeed International, are just some of the names that will deliver insightful sessions.
The conference organized by FAVA will throw light on ‘One Health approach on Antimicrobial Stewardship (AMS) in livestock production by ensuring feed and food safety’ and will cover multiple species such as cattle, camel, aquaculture and poultry. On the other hand, PMRT ® (Poultry Marketing Round Table) will focus on uncertainties that have affected the poultry industry and the possible scenario of crisis management. While Aquatic MEA will bring in experts to talk about Aquafeed Extrusion and Aquafeed Nutrition for both fish and shrimp production, the Dairy Seminar will elaborate on topics such as TMR feeding, setting up farms in semi-arid regions, infectious diseases in the dairy sector and much more.
The visitors will have 3 days full of enriching content and networking.
“At VIV MEA, we strive to bring delegations and industry leaders from all over the world to share their global perspective on a variety of topics. In fact, we are looking forward to welcoming approximately 8000 visitors from around the world, and especially from the GCC,” affirmed Renate Wiendels, Senior Project Manager, VIV worldwide.
Saudi Arabia to be the Country of Honour
VIV MEA is at the heart of MENA region. Staying true to this regional spectrum, this year Saudi Arabia will be recognized as the ‘Country of Honour’. Under its Vision 2030, the country’s Ministry of Environment Water and Agriculture (MEWA) is looking at increasing broiler production self-sufficiency to 85% by 2030. Interestingly, last year, Saudi Arabia produced 900k mt of chicken, which is roughly 60% of domestic consumption and is aiming at nearly 1.55m mt a year. The Ministry is undertaking various initiatives to achieve broiler production self-sufficiency – it is offering direct production-based subsidies to local chicken meat producers, encouraging foreign companies to invest in the Saudi market with a focus on poultry and offering 100% ownership to local producers among others. MEWA also aims to increase the production volume of aquaculture farms to 600K tons by 2030 (65% of the market).
While Saudi Arabia is VIV MEA Country of Honour for this 2021 edition, the show organizers are looking forward to welcoming all professional visitors from the GCC countries as well as from Africa and the rest of Asia to mark their presence for VIV MEA 2021 in Abu Dhabi.
Positive news for safe travel
Abu Dhabi has finally opened its borders for international travelers. All the vaccinated people can now visit the city without having the need to quarantine themselves after undertaking the necessary PCR tests.
Travelers can register themselves on AlHosn, the UAE’s official app for contact tracing and health status related to COVID-19. Even though the green status on this app will become your free travel pass to go anywhere in the city, entry to ADNEC is allowed only for vaccinated individuals.
In “Natural is future 2.0” – the webinar series hosted by Natural Remedies Pvt. Ltd., the September webinar was moderated by Dr. Chandan Chatterjee, Group Product Manager where eminent poultry scientist, Dr. S. V. Rama Rao conveyed his valuable speech on the topic “Dietary modulation for better feed efficiency”.
Natural Remedies Pvt. Ltd.
Natural Remedies Pvt. Ltd. is India’s number one herbal veterinary health care company growing globally in 30 countries under leadership of Mr. R. K. Agarwal, Chairman and Mr. Anurag Agarwal, MD & CEO. It brings solutions in terms of the health products for all species like ruminant, poultry, aqua and pets. We have world class R&D laboratory located in Bangalore where more than 40 scientists are working hard and have contributed in isolation of over 220 phytocompounds and published more than 100 monographs, 120 scientific articles in peer reviewed journals and over 15 patents. We have GLP certified in vitro laboratory for safety studies and we maintain the consistency of our product batch after batch.
The company organizes the webinar series Natural is future 2.0, where national and international renowned speakers deliver their speech related to animal and poultry health.
Dr. S. V. Rama Rao focused on the importance of diet of poultry birds to improve their feed efficiency. He began his talk with briefing the chicken intestine and its functions. He discussed that the gut of the poultry birds has the vital role in conversion of feed to egg as well as body mass.
The layer birds can convert 110 gm of feed into 48 gm of egg mass, whereas, the broilers consume 3.5 to 4 kg feed in 40 to 42 days to gain body weight of around 2.5 to 2.7 kg. Anatomically the digestive system of poultry bird consists of esophagus, proventriculus, gizzard, duodenum, jejunum, cecum, colon, rectum and vent. The gut has dual role in digestion as well as in preventing entry of pathogens by acting as a protective barrier. The complex food materials are digested, dissimilated and absorbed into simple substances like glucose, amino acids, and fatty acids. The immune-components of the gut system of chicken consist of bursa of fabricius, caecal tonsils, meckel’s diverticulum, payer’s patches and epithelial lymphocytes which have major role in protection barrier. Hence, it can be inferred that the birds with healthy intestine exert good immune system and superior health condition.
Dr. S. V. Rama Rao pointed out that the lower feed efficiency is due to the imbalanced diet, contaminated feed with mycotoxins and pesticides, pathogens and also the poor water quality and environmental stress. The typical poultry diet consists of maize & cereals of 50 to 65%, SBM & oilseed cakes of 25 to 40% and additives of 5 to 12%. The non-starch polysaccharide (NSP) is considered as anti-nutritional factor for poultry birds causing detrimental effect on nutrient digestion and absorption, increasing energy requirement for maintenance of gut and developing necrotic enteritis.
After narrating the gut anatomy and physiology of poultry birds, he initiated his elaborative discussion on the focused area like easy food, gut potentiates, inert fibre, enzymes and various stressors.
Easy food
Easily digestible food is also called baby food. It is known that hydrolysable protein is having higher digestibility than conventional protein. Hence, feed supplemented with 5 or 10% of hydrolysable protein from soyabean meal improves the feed efficiency among the birds.
Emulsifier
Most of the studies show that addition of emulsifier to the poultry feed has a positive impact. In one of the studies, emulsifier showed progressive increase in feed efficiency as compared to control. It was found that addition of emulsifier at the level of 300 gm per ton of feed develop 1.668 food conversion ratio (FCR) whereas, the birds of control group show FCR of 1.697.
Effect of bile salt on FCR of birds
Bile salt has an important role in increasing the feed efficiency in poultry birds. One study showed that each ton poultry feed supplemented with 10 kg of bile salt improved the feed efficiency significantly. The study data revealed the FCR of 1.56 in test group in comparison of the control group showing FCR of 1.5888.
Marygold phenols and leutein can be used as an alternative to antibiotic growth promoter (AGP). They reveal significant improvement of feed efficiency as compared to the positive and negative control groups where feed supplemented with or without AGP.
Gut potentiates
Probiotics: Probiotics are live organisms which are beneficial for the gut of the birds and helps in maintaining healthy gut system with higher feed digestibility. In one of the study it was found that the addition of probiotics at the rate of 600, 1200 and 1600 million CFU per kg of feed revealed the FCR of 1.693, 1.705 and 1.654 respectively.
Now a days bacteriophage treatment in feed is gaining popularity in poultry industry as it has beneficial effect in digestibility. The dose rate at 1 x 10 6 PFU/ bird in drinking water showed better feed efficiency among the birds.
Na-butyrate as alternative to antibiotic growth promoter
Na butyrate has a potential impact in improving feed efficiency among birds. Na butyrate is dissociated into butyric acid at the lower intestine which promotes acid environment and prevents the growth of the harmful bacteria. Some studies showed that the use of betaine could increase the feed efficiency in birds.
Inert fibre
There are some oligosaccharides helpful for the growth of beneficial microorganisms in the gut. It was observed that addition of 250 gm/ton of GOS in broiler feed led to lower FCR of 1.56 as compared to the birds of control group. However, the optimum dose of the inert fibre is the most important to gain maximum feed efficiency in broilers.
Pure fibre supplementation
The supplementation of pure fibre in poultry diet is essential when the dietary fibre level is below 3% to improve the feed efficiency in birds.
Natural fibre
Supplementation of natural fibre like rice husk, soya husk or groundnut husk shows consistent improvement of feed efficiency in broiler birds.
Enzymes
Dr. Rama Rao narrated that there are 3 types of enzymes viz. phytase, NSP enzymes and protease having potential impact in poultry diet. Phytase superdosing has a significant effect on body weight leading to >6.5 unit of feed efficiency. Although, it should be performed in a neutral pH environment of 6.5 to 7.0 for obtaining optimum result. Moreover, combination of phytase with inositol improves the feed efficiency among birds. Cocktail enzymes as well as enzymes in combination of probiotics significantly improve the feed efficiency and body weight in broiler birds. We can remarkably reduce the FCR after using the cocktail enzymes. In case of layer birds cocktail enzymes help to save around 4.5g feed per egg. Supplementation of xylanase enzyme is also important in improving the feed efficiency, however, higher levels of xylanase i.e. more than 600 unit/kg is also detrimental. Supplementation of alpha galactosidase in feed improves FCR by 6 units.
Papain
Supplementation of papain at a rate of 1000 gm per ton of feed had shown improvement in body weight gain of the broiler birds as well as feed efficiency as compare to the control group.
Summer stress management
Dr. Rama Rao elaborated that in summer season the feed intake as well as feed efficiency fall drastically. Addition of guanidinoacetic acid (GAA) during summer season at the rate of 600g and 800g per ton of feed improves the FCR of the birds and shows positive impact in reducing heat stress. Betaine is another feed additive which helps to increase the feed efficiency by approximately 6 units per bird in the summer season. It regulates the osmolaritic tension of the cells and retains the minimum water level required for normal functioning of the cells.
Dr. Rama Rao concluded that supplementation of poultry diet with feed additives like emulsifiers, bile salts, enzymes and probiotics helps to improve the FCR and ultimately saves the feeding cost which is beneficial to the poultry farmers.
The questions addressed during the session are as follows:
Explain the synergistic effect of various supplements in increasing feed efficiency? Dr. Rama Rao: There are feed supplements which show synergistic response at gut level and improve feed efficiency e.g. NSP enzymes and probiotics. However, not all substance will show the synergistic effect at gut level.
How to enhance caecal microbial fermentation and what will be its direct impact? Dr. Rama Rao: Strategic targeted delivery of butyric acid, essential oil and probiotics directly at the posterior part of the intestine or caecum helps to reduce the pathogenic bacteria population like Clostridium spp. and enhances feed efficiency.
Does betaine hydrochloride show similar effect like anhydrous betaine in osmoregulation and thermoregulation? Dr. Rama Rao: Betaine is naturally better adapted in the cellular level of biological system. However, higher concentration of betaine hydrochloride or sulphate may have some negative impact. Betaine anhydrous is adapted well by the cells.
How beneficial are the phytogenic compounds in improving feed efficiency? Dr. Rama Rao: Marygold phenols and leutein show good results as compared to AGP in chickens. So the phytogenic additive can be beneficially used without any side effect as these are derived from natural sources.
High energy low protein or high protein low energy which diet is recommended? Dr. Rama Rao: We need to provide a balanced energy and protein diet to the birds. They should not be less than the recommended level in diet.
Are there any incompatibilities among the feed ingredients to be considered while formulating the feed? Does any ingredient show antagonist effect with choline chloride present in feed? Dr. Rama Rao: The choline is very much hygroscopic material. It may interfere with some nutrients like amino acids, vitamins and trace minerals antagonistically. So, choline chloride should be added separately to protect the food ingredients which are oxidative in nature.
Can we use higher dose of Na-butyrate or enzyme to improve absorption of multiple ingredient diet used for commercial layer? Dr. Rama Rao: All macro or micro nutrients should be provided only at optimum recommended doses. However, super dosing of Na-butyrate may have beneficial effect.
Can feed additives with immunomodulating property enhance feed efficiency? Dr. Rama Rao: The compounds which help to improve gut development and function, can definitely improve the feed efficiency. However, the feed efficiency can be improved up to the genetic potential of bird not beyond that.
Is there any way to improve feed efficiency at the cellular level? Dr. Rama Rao: There are many literatures available regarding this topic, but more trails and investigations are required.
Is it possible to have 1:1 FCR in case of present breed? Dr. Rama Rao: Theoretically it may be possible when there is 100% digestibility and assimilation of the feed achieved in genetically modified birds with improved feed efficiency. However, in reality there are some physiological limitations which prevent to achieve this goal.
IB Group has chosen Royal Pas Reform as its partner for their multi-location hatchery expansion programme across the Indian sub-continent. These state-of-the-art installations will feature single-stage incubators, fully integrated climate-control systems and complete hatchery automation – making them amongst the most modern facilities in India.
IB Group (ABIS Exports India Pvt Ltd) AEPL, which is based in Rajnandgaon, Chattisgarh, believes that adopting a single-stage incubation process – giving superior post-hatch performance, in terms of growth, mortality and feed conversions – is pivotal to producing high-quality broiler chicks.
Mr. Bahadur Ali, Founder & Managing Director of IB Group says: “IBG’s ambition is to play a major role in the future growth of the Indian poultry industry. During the course of 2020 we made a long-term strategic plan with our team, which needed a multiple-location expansion for our hatchery operations.
“It was an obvious step for us to go for single-stage, fully automated hatcheries technology. Choosing Royal Pas Reform – the world’s leading single-stage incubation and integrated incubation-project specialist – was therefore the logical choice for us.”
Bouke Hamminga, Royal Pas Reform Director International Sales & Business Development says: “We are delighted that IB Group – a leading technology driven poultry company in India – has chosen to work with us to deliver its ambitious plans. I am sure that, as a global integrated hatchery solutions supplier, we can prove to be a key partner for decades to come.”
Photo caption L-R: Mr. Bouke Hamminga and Mr. Bahadur Ali
VIV MEA, the B2B International trade show for the Feed to Food Industry in the Middle East and Africa is coming up soon. Join from November 23-25 at ADNEC, in Abu Dhabi, U.A.E. Safely getting together for new business is possible at VIV MEA 2021.
No quarantine for fully vaccinated visitors. Vaccination is required to enter the show venue.
Meet around 500 global Exhibitors
Attend 20+ high-end Conferences and join 60+ top Speakers
Strengthen your business in livestock & animal production
The Compound Livestock Feed Manufacturers of India (CLFMA) conducted its 54th AGM and 62nd National Symposium in Hyderabad on 24th and 25th September 2021 at Hotel Taj Deccan. The theme of the event was ‘Feeding the Growing Livestock Population: Current And Future Challenges’, that was very relevant considering the recent surge in prices of soymeal, which is an important component of the animal feed.
The Chief Guest of the event was Hon’ble Minister of Fisheries, Animal Husbandry & Dairying,Shri. Parshottam Rupala. The event received an overwhelming response from the audience and witnessed the presence of more than 300 delegates from various parts of India.
Talking about the event, CLFMA ChairmanMr. Neeraj Kumar Srivastava said, “India’s livestock industry is growing at a CAGR of 7%. With increasing disposable income, the demand for animal protein is also witnessing a huge growth. The domestic grain production will not be able to keep pace with the growing energy and protein demand for animal feed unless some immediate steps are being taken to increase per acre productivity and total production of grains like maize and soybean. Considering these challenges, we had very fruitful discussions during these 2 days involving the industry and policy makers.”
The famous CLFMA awards were given to five leaders who had diligently worked and contributed to the development of the livestock sector.
Life Time Achievement awardees:
CLFMA Award:
Dr. A. Natarajan, MVSc., Ph.D, Prof. & Head, TNAVASU
Dr. V. Sridhar, GM, National Dairy Development Board (NDDB)
Prof. V. Ramasubba Reddy Retd. Professor (LPM Avian), Agricultural University, Rajendranagar, Hyderabad,
The National Symposium had 3 sessions followed by round table discussion.
First Session: Demand Supply Outlook of Corn & Soybean. Ms. Prerana Desai, Head of Research, Samunnati Agri, spoke on the topic Have Corn Dyanamics Changed in Recent Years.
Mr. Unupom Kausik, President, NCML, spoke on the topic “Market Driving Factors: Soybean & Soybean Meal. Overall speakers spoke about the demand-supply commodity outlook for corn & soymeal – the two most important commodities, that contribute significantly to the compound feed production.
Second session: “Special Address”
Mr. Balram Singh Yadav, MD of Godrej Agrovet Ltd. Spoke on the Sustainability & Future of Online sales of Poultry products.
Dr. Lipi Sairiwal, Assistant Commissioner AH, Department of Animal Husbandry, Dairying gave the presentation on the AHIDF Fund Central Sector Scheme under the Prime Minister’s Atma Nirbhar Bharat Abhiyan stimulus package of INR 15000 Crore in detail.
Third session touched upon the topic of Strategies for Sustainable Animal Agriculture viz. Contours of Sustainable Animal Feed Market by Mr. G. Chandrashekhar, Economist, Senior Editor, Policy Commentator and Market Linkages: Derivatives, Spot for Animal Feed products by Mr. Mrugank Paranjape, Managing Director & CEO of NCDEX e-Markets Ltd. In this session, the Industry Pain Points were discussed in detail.
Overall, the CLFMA interacted with various stakeholders in the industry and government on policy making related to the livestock sector. The association has diverse membership from across the animal protein value chain including feed manufacturing; poultry, dairy and aquaculture business; animal nutrition and health, veterinary services, machinery and equipment; processing, distribution and retailing of meat.
Feed efficiency is one of the main factors used for the improvement of chicken production. In addition, feed efficiency has an important economic impact on the competitiveness of the poultry sector. Another important feature in modern broiler farms is the correct management of diseases for maintaining productivity and economic viability.
Dr. Koushik De, Technical Services Director- SCA Novus International (Author)
The challenge of increased feed efficiency and potential health risks becomes essential to the survival of the intensive broiler production. The ban or limited use of antibiotic growth promoter in some regions of the world has forced the investigation of alternative products which can modulate the intestinal flora beyond the stomach barrier, obtaining comparable growth performance in the animal. Organic acids as well as aromatic compounds have been widely used as antimicrobials in food safety and as feed additives. An important quantity of studies in which the efficacy of organic acids in improving feed efficiency and growth have been clearly showed (Khan and Iqbal, 2016; Huyghebaert et al., 2011). The limiting factor in the use and efficacy of these compounds is the need to reach the intestine in order to exert their antibacterial activity, without being absorbed too rapidly after leaving the stomach.
Which organic acid to choose?
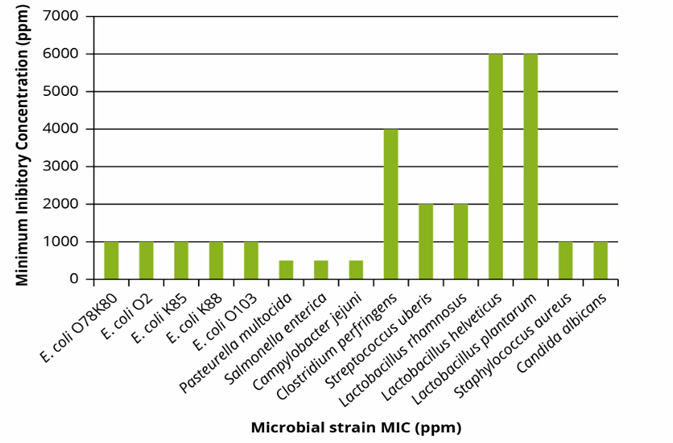
For feed decontamination, formic acid is given as the best antimicrobial organic acid. It is not the best choice for an intestinal microorganism target. The pKa value of formic acid is lower than 4; it is a small molecule and quickly metabolised. Benzoic acid has a pKa value of 4.2 and the phenolic part is an efficient damaging agent for the bacteria cell. Benzoic acid is a solid molecule and also less corrosive and safer to handle compared to formic, propionic or lactic acids. Figure 1 shows the minimum inhibitory concentrations of benzoic acid on different bacteria (not published data). As it is the general case for organic acids, gram-negative (i.e. E. coli, Salmonella) are much more inhibited than gram-positive bacteria.
Figure 1 – Minimum inhibitory concentrations (MIC in ppm) of benzoic acid against microorganisms isolated from animals.
Amongst the gram-positive bacteria, the “beneficial bacteria” (i.e. Lactobacillus spp.) is less sensitive to the antibacterial effects of benzoic acid. It has already been reported that benzoic acid plays an important role lowering numbers of many pathogenic bacteria as Campylobacter jejuni, Escherichia coli, Listeria monocytogenes and Salmonella enterica (Giannenas et al, 2010).
Typically Benzoic acid is an organic acid that modify the intracellular pH of gut bacteria and shifts gut bacterial profile by creating an environment that minimize the proliferation of pathogenic bacteria (yousaf et al., 2016). Despite benefits of organic acids, a major constraint associated with organic acids is their rapid metabolism and absorption in the proximal parts of the gastrointestinal tract, which results in low concentrations in the distal parts. Thus, the mode of action for the bacteriostatic and bactericidal activities of free organic acids are questionable (Hume et al., 1993; Thompson and Hinton, 1997; Ricke, 2003; Van Immerseel et al., 2006; Goodarzi Boroojeni et al., 2014b).
Target release by encapsulation:
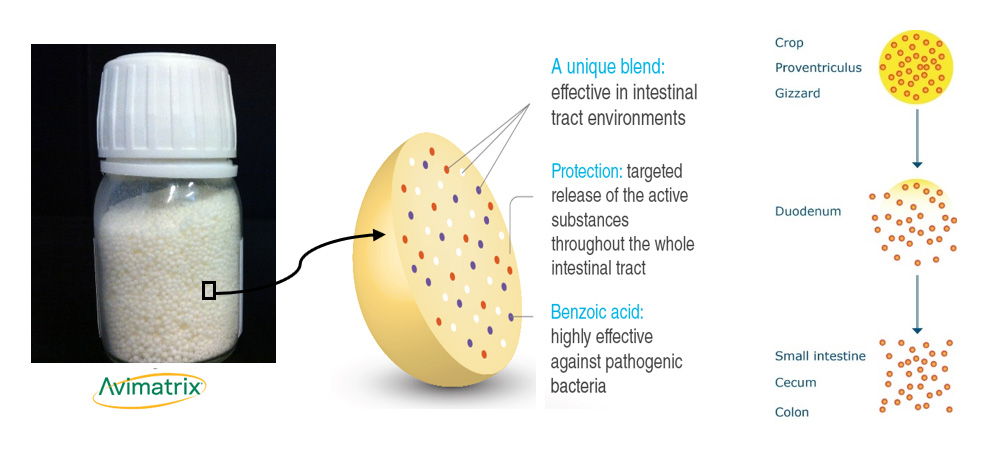
To reach antimicrobial concentrations in the distal intestine of poultry, it would be necessary to increase the level of organic acids dramatically in the feed, causing decreased feed intakes. Therefore, different attempts have been made to protect organic acids from dissociation and absorption in the proximal intestine by microencapsulating the active compounds in a matrix which would lead to releasing the active compounds in the distal parts of the gut (Yousaf et al, 2016). Novus has used a patented technology called Novus Premium Blend consisting of a protective vegetable fat matrix embedding the active substances which allows benzoic acid to be released slowly throughout the intestinal tract and modulating the gut microbiota.
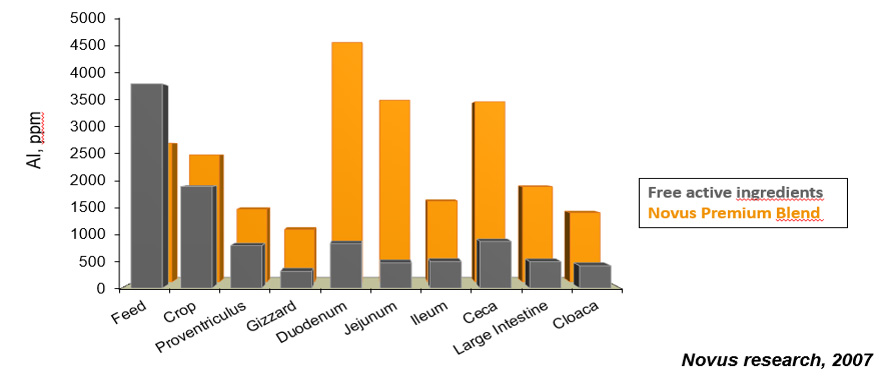
AVIMATRIX® is a blend of nature identical flavoring compounds and preservatives processed by Novus Premium Blend Technology with a high Benzoic acid concentration. It has a stabilizing effect on gut microflora which offers cost effective performance enhancement. This encapsulation through Premium Blend Technology has shown the control release of Active Ingredients (AI) in the intestinal tract when compare with free Benzoic acid.
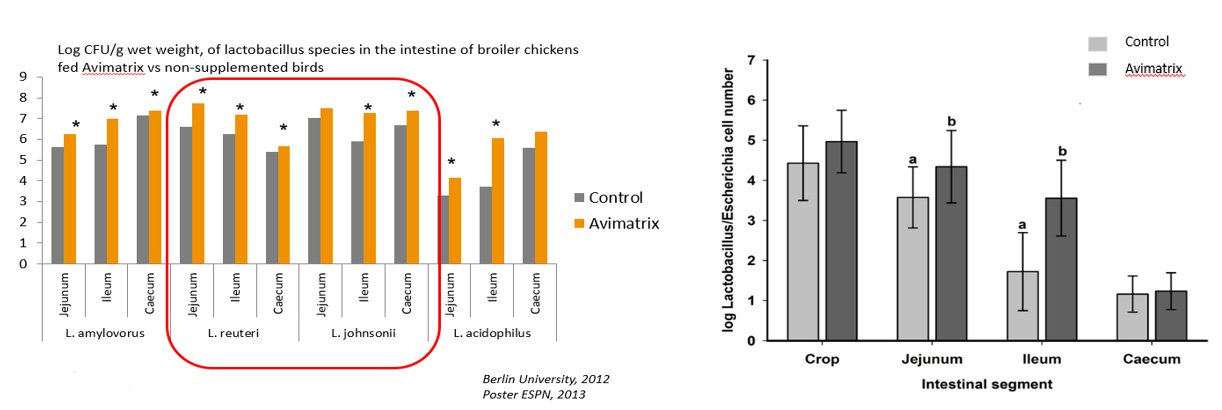
AVIMATRIX® has been shown to stimulates growth of Lactobacillus in the GIT, which increase lactate production. Lactate, as substrate, promotes growth of Clostridium clusters XIVa and IV. Clostridium cluster XIVa includes many known butyrate-producing bacteria. Butyrate is a preferred energy source for colonic epithelial cells and reported to improve growth performance, intestinal digestive and absorptive capacity. Clostridium cluster XIVa been reported to down-regulate bacteria virulence and gut inflammation.
L. reuteri stimulates the development of longer villi and significantly deeper crypts, specifically in the ileal region of the gut of young chicks. This enhanced ileal mucosal development caused by L. reuteri occurred in turkeys as well, and the effect was retained until the birds reached market age. AVIMATRIX® also has been shown to increase the ratio of Lactobacilli vs Escherichia spp throughout the intestinal tract and thereby positively alters the microbial balance of the GIT.
Conclusion:
Supplementing broiler diets with a protected benzoic acid (AVIMATRIX®) embedded in vegetable fat can positively impact the intestinal microflora by reducing coliform and clostridia counts in the gut and subsequently improve footpad health and litter condition. Because of effectuating an overall better gut health condition, this protected benzoic acid increases final bird weight and feed efficiency resulting in a considerable return on investment. The efficacy and consistency of results showed by the application of this product are related to both the mode of action of the active compound (benzoic acid) against intestinal pathogenic bacteria and its protection technology, which allows the active substances to be released throughout the entire bird’s intestinal tract. Thus, together with a proper farm management, this protected benzoic acid can be a powerful, cost-effective solution to manage intestinal health challenges and animal welfare ensuring a profitable poultry production.



 Nov. 30, 2021 – Udumalpet, India. – In response to a growing demand for Ross® 308 AP chicks, Aviagen® India has announced a major expansion of its Great Grandparent (GGP) diagnostic laboratory in Tamil Nadu.
Nov. 30, 2021 – Udumalpet, India. – In response to a growing demand for Ross® 308 AP chicks, Aviagen® India has announced a major expansion of its Great Grandparent (GGP) diagnostic laboratory in Tamil Nadu.

 principal investigator of developed novel keratin valorization technology. His research group at the Department of Chemical Engineering, Institute of Chemical Technology, Mumbai, is the pioneer in advanced oxidation processes such as hydrodynamic cavitation technology and its applications in various areas such as water treatment, process intensifications in physical, chemical, biological processes, and extraction of biomolecules from microorganisms.
principal investigator of developed novel keratin valorization technology. His research group at the Department of Chemical Engineering, Institute of Chemical Technology, Mumbai, is the pioneer in advanced oxidation processes such as hydrodynamic cavitation technology and its applications in various areas such as water treatment, process intensifications in physical, chemical, biological processes, and extraction of biomolecules from microorganisms.




 In the last decade, the worldwide organic food market has developed at an exponential rate. Consumers’ attention has shifted from cost-effective products to quality-effective products. This has sparked an organic revolution, which, according to market forecasts, is here to stay. From $15.01 billion in 2021, the worldwide organic meat products market is predicted to reach $20.83 billion in 2025. This demonstrates that a natural lifestyle, and thus nature-based products, are the market’s future. The poultry business must hunt for non-synthetic dietary supplements to improve the health quotient of their flocks to satisfy this high-quality, efficient product demand. With this in mind,
In the last decade, the worldwide organic food market has developed at an exponential rate. Consumers’ attention has shifted from cost-effective products to quality-effective products. This has sparked an organic revolution, which, according to market forecasts, is here to stay. From $15.01 billion in 2021, the worldwide organic meat products market is predicted to reach $20.83 billion in 2025. This demonstrates that a natural lifestyle, and thus nature-based products, are the market’s future. The poultry business must hunt for non-synthetic dietary supplements to improve the health quotient of their flocks to satisfy this high-quality, efficient product demand. With this in mind, 




 Talking about the event, CLFMA Chairman Mr. Neeraj Kumar Srivastava said, “India’s livestock industry is growing at a CAGR of 7%. With increasing disposable income, the demand for animal protein is also witnessing a huge growth. The domestic grain production will not be able to keep pace with the growing energy and protein demand for animal feed unless some immediate steps are being taken to increase per acre productivity and total production of grains like maize and soybean. Considering these challenges, we had very fruitful discussions during these 2 days involving the industry and policy makers.”
Talking about the event, CLFMA Chairman Mr. Neeraj Kumar Srivastava said, “India’s livestock industry is growing at a CAGR of 7%. With increasing disposable income, the demand for animal protein is also witnessing a huge growth. The domestic grain production will not be able to keep pace with the growing energy and protein demand for animal feed unless some immediate steps are being taken to increase per acre productivity and total production of grains like maize and soybean. Considering these challenges, we had very fruitful discussions during these 2 days involving the industry and policy makers.”




 Overall, the CLFMA interacted with various stakeholders in the industry and government on policy making related to the livestock sector. The association has diverse membership from across the animal protein value chain including feed manufacturing; poultry, dairy and aquaculture business; animal nutrition and health, veterinary services, machinery and equipment; processing, distribution and retailing of meat.
Overall, the CLFMA interacted with various stakeholders in the industry and government on policy making related to the livestock sector. The association has diverse membership from across the animal protein value chain including feed manufacturing; poultry, dairy and aquaculture business; animal nutrition and health, veterinary services, machinery and equipment; processing, distribution and retailing of meat.